
Mal kein Holz, gute Metallbohrer gesucht
-
sepp schick
- Beiträge: 429
- Registriert: So 9. Sep 2012, 16:09
Bohrer schleifen
Hallo so einfach wie das manche im Forum darstellen ist das auch wieder nicht. Besonders kleine Bohrer bis ca 3 mm hat man schnell verschliffen. Auch bei größeren ist das nicht ohne ,es muss genau geschliffen werden sonst ist nur eine Schneide im Einsatz und der Bohrer rattert dann .
Es gibt auch Schleifgeräte für die Bohrmaschinen bei denenman den Bohrer hineinsteckt hat jemand so etwas und wie zufrieden seid ihr damit,,auch das, erfordert Übung wurde mir gesagt.
mfg sepp.
-
Friedrich Kollenrott
- Beiträge: 3208
- Registriert: Fr 19. Mär 2021, 17:09
Re: meinst Du nicht ernst, oder?
Hallo Michael,
das beruhigt mich- kam für mich so rüber als ob Dir die Notwendigkeit des Schleifens nicht geläufig wäre.
Ich schärfe meine Bohrer auf einem sehr einfachen Doppelschleifer von Elektra Beckum (heute Metabo, glaube ich). Die feine Scheibe, auf der ich Bohrer schärfe, hat als Bezeichnung (ich habe sie eben zum Nachsehen ausgebaut) A60NKe , vermutlich 60er Korn, weitere Bedeutung ist mir nicht geläufig. Das Schärfen funktioniert mit dieser Scheibe gut bis herunter zu 3mmm Durchmesser, evtl etwas weniger.
Voraussetzung: Scheibe muss unbedingt sauber zylindrisch abgerichtet sein. Ich benutze dafür ein diamantbelegtes Abrichtwerkzeug (aus der Zahnradfertigung, aus meiner Industiezeit, es war kaputt) . Es erzeugt eine ordentliche Geometrie und eine glatte Oberfläche am Stein. Was es dafür auf dem Markt gibt, weiss ich nicht.
Ich schärfe problemlos freihändig. Hilfsmittel zur Einstellung / Führung habe ich nicht, dazu kann ich auch nichts sagen. Einzige Hilfe ist bei mir ein schräger Strich auf der Auflage, damit ich ungefähr den Spitzenwinkel einhalte. Meine Augen sind übrigens altersbedingt auch nicht mehr so doll; vielleicht hift Dir eine Kopflupe, sowas benutze ich beim Sägenfeilen, beim Bohrerschleifen genügt mir die normale Brille.
Holzbohrer mit Zentrierspitze schleife ich auch; dafür ist die rechte Seitenfläche des Steines abgerichtet, eine einigermaßen scharfe Kante zwischen Außenzylinder und Seitenfläche ist erforderlich.
Spitzenwinkel, Zentrizität der Bohrerspitze usw. müssen m.E. bei einem Bohrer für Holz nicht sehr genau eingehalten werden, weil die Anforderungen an die Präzision der Bohrung gering sind. Wichtig ist nur ein ausreichender Freiwinkel. Bei einem Bohrer für Metall kommt es daneben auch auf die Zentrizität an, stimmt die nicht wird der Durchmesser der Bohrung größer. Bohrer für Metall sollten eigentlich auch ausgespitzt werden (Querschneide verkürzt), das kann ich aber freihändig nicht.
Mein übliches Angebot: Ich führe gern vor in 38315 Schladen..
Ich wünsche Dir viel Erfolg beim Ausbau Deiner Werkstatt
Friedrich
-
Claus Keller
- Beiträge: 346
- Registriert: Mi 13. Aug 2014, 14:08
Bohrer schleifen
Servus,
ich stimme Friedrich vollkommen zu: Bohrer kann man mit etwas Übung gut von Hand schleifen. Alle Führungen/Hilfsmittel, die ich im Laufe der Zeit besaß, waren das Geld nicht wert. Anders ist das bei Profi-Schleifeinrichtungen wie die von Kaindl (http://www.kaindl-schleiftechnik.de/), aber für unseren Einsatz VIEL zu teuer.
Üben empfiehlt sich mit Bohrern großen Durchmessers, weil man da das Ergebnis besser sehen kann. Ferner ist ein gescheites Buch übers Schärfen, in dem auch Bohrer besprochen werden, eine Anschaffung für alle hölzernen und andere Lebenslagen, z.B. dieses: Ron Hock, The Perfect Edge (224 S., unzählige Fotos und Zeichnungen).
Freundliche Grüße aus dem Neandertal
Claus Keller
-
Wolfgang.G
Re: Bohrer schleifen
[In Antwort auf #72362]
Hi
die Schleifmaschinen, in die der Bohrer nur reingesteckt wird sind absoluter Schrott.
Die Maschinen von Kaindl sind sauteuer. Tormek hat auch eine Schleifvorrichtung. Die scheint nicht schlecht zu sein, allerdings werden die Bohrer da in 4-Facettengeometrie angeschliffen. Ich meine die Idee ist nicht die Schlechteste.
Dann gibts noch den DrillDoctor. Auch ziemlich teuer. Und über die anderen Industriemaschinen/Stichelschleifmaschinen brauchen wir uns hier nicht unterhalten.
Eine maßgenaue, ordentliche Maschine zum Hobbypreis hab ich noch nicht gefunden.
Zum Glück hab ich mal gelernt, wie Bohrer angeschliffen werden.
Wolfgang
Hi
die Schleifmaschinen, in die der Bohrer nur reingesteckt wird sind absoluter Schrott.
Die Maschinen von Kaindl sind sauteuer. Tormek hat auch eine Schleifvorrichtung. Die scheint nicht schlecht zu sein, allerdings werden die Bohrer da in 4-Facettengeometrie angeschliffen. Ich meine die Idee ist nicht die Schlechteste.
Dann gibts noch den DrillDoctor. Auch ziemlich teuer. Und über die anderen Industriemaschinen/Stichelschleifmaschinen brauchen wir uns hier nicht unterhalten.
Eine maßgenaue, ordentliche Maschine zum Hobbypreis hab ich noch nicht gefunden.
Zum Glück hab ich mal gelernt, wie Bohrer angeschliffen werden.
Wolfgang
Re: Bohrer schleifen
Hi,
das habe ich auch einmal ausführlich gelernt u. schaffe es auch heute noch, nur nicht mehr unter ca. 4 mm Durchmesser.
Natürlich kann man kleiner vorbohren u. dann erst den notwendigen Durchmesser bohren. Dann wirken sich etwas unterschiedliche Schneidenlängen kaum aus.
Lernen kann man fast alles.
Ob es notwendig ist bzw. Sinn macht ist die Frage.
Da würde ich eher mal die Kollegen im näheren Umkreis fragen wer es kann u. er mir die Bohrer schleift u. dabei mir zeigt wie es geht. Das klappt mit vielen Problemen in DA hervorragend!
Das ist für mich die sinnvollste Lösung!
Grüsse
Felix
-
Konrad Holzkopp
- Beiträge: 1758
- Registriert: Do 2. Nov 2017, 12:23
Re: Bohrer schleifen
guude,
wenn jemand bei mir vorbei kommt, oder ich bei ihm, möge man/frau mich ansprechen,
wenn man's raus hat ist es keine große sache.
gut bohr! J.
-
Franz Kessler
- Beiträge: 2302
- Registriert: Mi 27. Nov 2019, 21:09
Re: Bohrer schleifen *MIT BILD*
Hallo
Ich kann durch aus verstehen, dass es viele Handwerker gibt, die großen Respekt vor dem Bohrerschleifen haben, aber ich denke, wie so oft, mit entsprechenden Übungen, kann man sich der Sache schon nähern, Friedrich hat ja schon einiges dazu gesagt.
Hat man einen Bohrer in der Hand, so kann man sich ja an dem vorhandenen Schliff orientieren, nun könnte man versuchen, eine entsprechende Bewegung auszuführen (in der Nähe des Schleifsteins) ein Bohrer wird nicht ruhender Stellung geschliffen, man setzt den Bohrer so an, dass die Schneidkante mit entsprechendem Freiwinkel den Schleifstein berührt, dem ersten Kontakt mit der Scheibe folgt sofort eine Art Kippbewegung, die dem vorhandenen Schliff gerecht wird, auf dem Bild als Hauptfreifläche bezeichnet.
Solche Versuche könnte man doch mal angehen, denkt man, die Schneide könnte in Ordnung sein, bringt ein Bohrversuch Gewissheit (in Stahl).
Drückt der Bohrer nur, dann besteht kein Freiwinkel, d.h. die Fläche hinter der Schneide steht zu weit vor, die Schneide kommt nicht zum Einsatz, erkennen würde man das auf der Skizze, wenn an der Hauptfreifläche die unten rechts zu sehende schräge Kante sich der Waagerechten nähern würde.
Wird die Bohrung größer, kann es zwei Gründe geben, entweder die Winkel sind ungleich, oder eine Schneide ist länger als die andere, erkennen würde man das auf der Skizze, wenn die Querschneide außerhalb der Mitte liegen würde, hier ist Augenmaß gefragt, so entsteht der typische Blick gegen eine Lichtquelle, um die Feinheiten zu erkennen.
Wo ich am Schleifstein schleife, an der Seite oder am Umfang, mir ist es gleich, ich schleife dort wo ich die beste Schleiffläche vorfinde, ich kenne aber viele, die festgelegt sind.
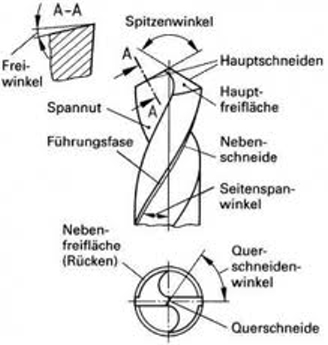
Dem von Friedrich angesprochene Ausspitzen könnte man sich auch nähern, das Ausspitzen soll den Kraftaufwand beim Bohren verringern, schaut man auf die Skizze, so erkennt man auf der Ansicht unten die Querschneide, diese mahlt sich mehr oder weniger durch das Material, je kürzer diese Querschneide ist, um so geringer ist der erforderlich Bohrdruck, unter Ausspitzen versteht man das kürzen dieser Schneide, dazu braucht es eine gut ausgebildete Ecke des Schleifsteines, ich orientiere mich immer so, ich führe den Bohrer so zu Schleifsteinecke, als würde ich die vorhandene Spanfläche nachschleifen, bezogen auf die Skizze wäre das im Bereich wo das untere A von Schnitt A-A steht, hab ich nun diese Stellung eingenommen, kippe ich den Bohrer leicht ab, so dass ich nur im engen Bereich der Querschneide den Stein berühre, und diese Querkante leicht kürze, schon ein kleiner Schliff genügt schon.
Gruß Franz
Re: Mal kein Holz, gute Metallbohrer gesucht
[In Antwort auf #72356]
Ich habe 3 Metallbohrersätze:
1-10 mm (0.5 mm Raster) HSS rollgewalzt (Heller) zum "Rumhuntzen" (ca. 10-15 ). Rollgewalzt hat keine Präzision, aber eine höhere Kerndichte durch das Walzen
1-10 mm (0.1 mm Raster) HSS-G von Ruko zum Bohren
1-13 mm (0.5 mm Raster) HSS-E (Co) von Ruko zum Bohren in VA oder Vorbohren....
Die Ruko-Bohrer sind von der Rundlauf-Genauikeit eine andere Welt als die entsprechenden geschliffenen HSS-G Baumarkt Bohrer ( selbst nachgemessen).
Diese Kombination hat sich bei mir bestens bewährt und hat ein sehr gutes Peis-Leistungsverhältnis:
- Rumgehuntzt wird mit den rollgewalzten "belastbaren" 10 Bohrern,
- Vorgebohrt oder in VA gebohrt wird mir den Ruko HSS-E(Co, geschliffen)
- die letzten Zehntel werden mit den geschliffenen Ruko HSS-G aufgebohrt.
Die guten Marken im Shop unserer Hausherren haben vermutlich die gleiche Qualität wie die Ruko Bohrer - vielleicht sogar besser - aber die kenne ich halt nicht.
Ich habe 3 Metallbohrersätze:
1-10 mm (0.5 mm Raster) HSS rollgewalzt (Heller) zum "Rumhuntzen" (ca. 10-15 ). Rollgewalzt hat keine Präzision, aber eine höhere Kerndichte durch das Walzen
1-10 mm (0.1 mm Raster) HSS-G von Ruko zum Bohren
1-13 mm (0.5 mm Raster) HSS-E (Co) von Ruko zum Bohren in VA oder Vorbohren....
Die Ruko-Bohrer sind von der Rundlauf-Genauikeit eine andere Welt als die entsprechenden geschliffenen HSS-G Baumarkt Bohrer ( selbst nachgemessen).
Diese Kombination hat sich bei mir bestens bewährt und hat ein sehr gutes Peis-Leistungsverhältnis:
- Rumgehuntzt wird mit den rollgewalzten "belastbaren" 10 Bohrern,
- Vorgebohrt oder in VA gebohrt wird mir den Ruko HSS-E(Co, geschliffen)
- die letzten Zehntel werden mit den geschliffenen Ruko HSS-G aufgebohrt.
Die guten Marken im Shop unserer Hausherren haben vermutlich die gleiche Qualität wie die Ruko Bohrer - vielleicht sogar besser - aber die kenne ich halt nicht.
-
sepp schick
- Beiträge: 429
- Registriert: So 9. Sep 2012, 16:09
Präzision wann überkaupt nötig
Hallo wer benötigt überhaupt solche Präzissionslöcher? Sowohl Tisch Bohrmaschinen als auch die Bohrfutter kommen damit kaum zurecht und schon gar nicht wen man das mit einer Handbohrmaschine macht.Ich würde wegen der Genauigkeit der Bohrer keinen Cent mehr ausgeben.
mfg sepp
-
Konrad Holzkopp
- Beiträge: 1758
- Registriert: Do 2. Nov 2017, 12:23
Re: Präzision wann überkaupt nötig
guude,
in den letzten tagen habe ich ein wenig den eindruck, dass es auch hier an der badehose liegt wenn der bauer nicht schwimmen kann.
da werden präzisionsbohrmaschinen gesucht, bohrer mit 1/100 mm genauigkeit, super truper schleifklötze mit papierspannvorrichtungen.
leuts, hier geht's um holzbearbeitung!
selbst in meiner werkzeugmacherausbildung sagte der recht pienzige ausbilder unter 4 augen zu mir:"mach ruhig auf 1/1000-tel millimeter,
nur, wenn einer das fenster aufmacht kannst Du sie draußen suchen gehen!"
wichtiger wäre es mir spiralbohrer für alu (DIN 338 Typ W) zu beschaffen, deren winkel passen einigermaßen zu holz, die spangänge
verstopfen wenigsten nicht laufend.
zum ständermaschinenbohren halte ich eine Radial-Ausleger-Bohrmaschine für sinnvoll, man kann die spindel weit vom ständer
wegkurbeln und den bohrkopf schräg stellen. um ein paar fette löcher in stahl zu drücken langt's auch allemal noch.
wert lege ich auf schnellspannfutter und möglichst auch linkslauf zum gewindeschneiden.
ein stück holz mit kork oder filz belegt, 150x70x30 mm, papier von der rolle vier mal scharf um die ecken geknickt und ratz-fatz
ist ordentlich auch in fälzen geschliffen und das papier werkzeuglos in 0,0nix gewechselt.
klar, tolles werkzeug macht spaß, aber es geht auch ohne ziselierte bordüren.
gut holz! J.