Seite 3 von 3
Re: ReUpdate, Lösung, Niederlage und eine Überrasc
Verfasst: Fr 1. Mai 2020, 08:59
von Volker Hennemann
Hallo Johannes Josef,
ich bin zwar überhaupt kein Maschinen-schrauber ,-herrichter oder ähnliches. ... und lese solche Berichte eher selten.
Aber diesen, bin ich froh gelesen zu haben! Toll geschrieben, mit einer kräftige Portion Selbstironie. Das mag ich. Die Zeit ist ernst genug!
Danke dafür!
Bleib gesund!
Gruß
Volker
Re: Metabo TK 1256: defekte Höhenverstellung
Verfasst: Mo 22. Mär 2021, 18:30
von Heilupa
[
In Antwort auf #90251]
Hallo,
die Gewindestange, auf der die Ritzelhülse läuft, lässt sich ohne Probleme mit einem Schneideisen auf M10
bringen. Die Hülse habe ich unter Verwendung zweier handelsüblicher Gewindehülsen (unterschiedlich
im Außendurchmesser, wurden aneinander geschweißt) nachgebaut. Deren Außendurchmesser mussten mittels
Drehbank den Maßen der alten Hülse angeglichen werden und der nicht mehr passende "alte Drehknopf"
wurde durch einen aus Holz gedrechselten ersetzt.
Jetzt läuft Stahl auf Stahl, was länger halten dürfte.
Re: Metabo TK 1256: defekte Höhenverstellung
Verfasst: Sa 8. Okt 2022, 23:59
von Ron Nederlanden
Nach langem suchen eine passende antwort gefunden. Die losung is mich su complex. Frage ist ob sie das noch mal producieren konten weil ich das selbe problem habe und bisher keine losing gefunden habe, bis jetz. Whare es moglich?
Ich bin aus den Niderlanden und schreibe schlecht Deutsch aber sprich es sher gut. Also wenn wihr in contact konten kommen wehr mihr das sehr angenehm,
Re: Metabo TK 1256: defekte Höhenverstellung
Verfasst: So 9. Okt 2022, 14:04
von Heinz Kremers
Hallo Ron,
wo ungefähr wohnst Du denn? Limburg wäre für uns fast vor der Haustür. Da könnte man mal gemeinsam überlegen.
Gruß
Heinz
Re: Metabo TK 1256: defekte Höhenverstellung
Verfasst: Di 6. Jun 2023, 08:09
von Pseudo
Guten Morgen zusammen,
hier mal mein Lösungsansatz, der bislang gut funktioniert:
1.) Die Gewindespindel habe ich entfernt und eine Trapezgewindespindel TR10x2 anschweißen lassen.
2.) Das dickere Ende der Ritzelwelle habe ich dann mit Flüssigmetall aufgefüllt, um die dünnwandigen Stellen künstlich aufzufüllen. Diese Stelle wurde dann etwa auf 12mm aufgedreht. Da wir auf einer recht groben Drehmaschine und ohne wirklich passendes Werkzeug arbeiten mussten, hat sich dadurch auch stellenweise die dünne Wandung verabschiedet, so dass im Endeffekt nur die dickeren "Zinken" mit dem dazwischen gefüllten Flüssigmetall übrig blieben. Eine Trapezgewindemutter aus Messing wurde dann ebenfalls passend runtergedreht und eingeklebt.
Beste Grüße
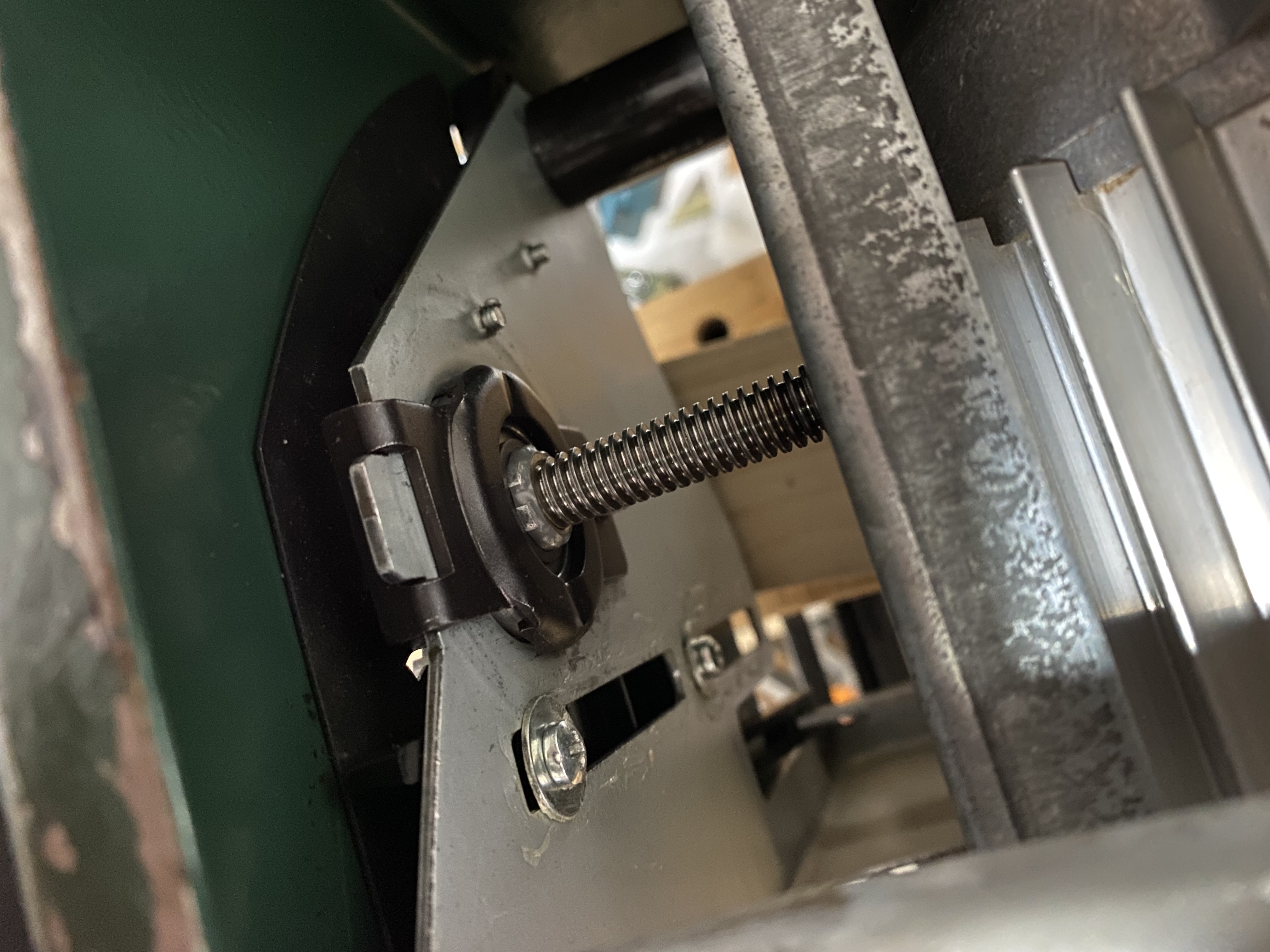
- IMG_7470.jpeg (1.99 MiB) 1257 mal betrachtet